Pump Atex
Pump Atex đang ngày càng khẳng định vị thế của mình như một giải pháp đáng tin cậy và an toàn trong các ngành công nghiệp yêu cầu tiêu chuẩn chống cháy nổ cao. Sản phẩm này không chỉ đáp ứng các tiêu chuẩn Atex nghiêm ngặt mà còn được thiết kế để hoạt động hiệu quả trong môi trường khắc nghiệt, đảm bảo sự an tâm tuyệt đối cho người sử dụng. Từ khai thác dầu khí, hóa chất đến các ngành sản xuất khác, Pump Atex là lựa chọn tối ưu cho mọi doanh nghiệp hướng tới an toàn và hiệu suất tối đa.
Tìm hiểu về Pump Atex
Pump Atex là gì ?
Pump Atex là loại bơm được thiết kế và chứng nhận để hoạt động an toàn trong các môi trường khí và bụi dễ cháy nổ. Tiêu chuẩn Atex được đặt ra bởi Liên minh Châu Âu (EU) để đảm bảo rằng các thiết bị sử dụng trong những môi trường nguy hiểm vẫn đáp ứng những tiêu chí an toàn cụ thể. Pump Atex thường được sử dụng trong các ngành công nghiệp như hóa chất, dầu khí, và thực phẩm, nơi mà an toàn là ưu tiên hàng đầu.
Những bơm này được chế tạo từ các vật liệu đặc biệt có khả năng chống ăn mòn và chịu nhiệt tốt, đồng thời tích hợp các cơ chế bảo vệ tiên tiến để ngăn ngừa phát sinh tia lửa hoặc nhiệt lượng gây cháy nổ. Khả năng vận hành ổn định và hiệu quả của Pump Atex trong môi trường khắc nghiệt giúp giảm thiểu rủi ro và đảm bảo sự liên tục của quá trình sản xuất công nghiệp.
Một số đặc điểm kỹ thuật nổi bật của bơm này bao gồm hệ thống làm kín đặc biệt, lớp vỏ bảo vệ chịu áp lực cao, và thiết kế chống nhiễu loạn, giúp ngăn ngừa tình trạng quá nhiệt và đảm bảo an toàn tối ưu trong mọi điều kiện vận hành.
Cấu tạo và đặc điểm của Pump Atex
Cấu tạo của Pump Atex
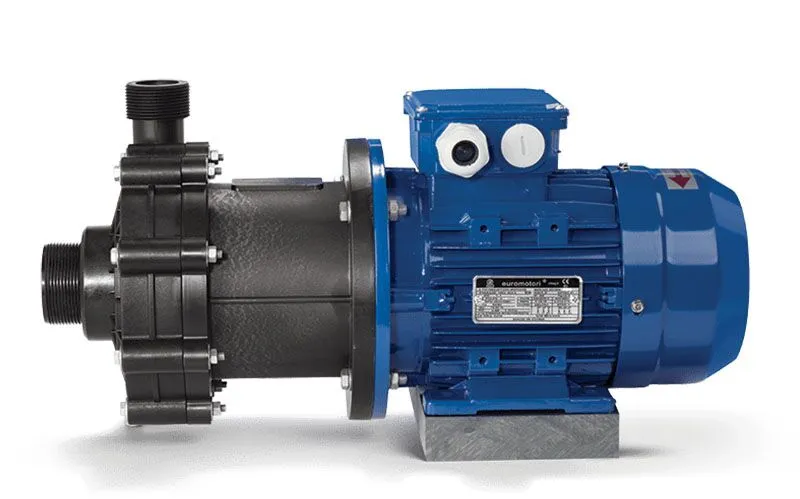
Pump Atex, được thiết kế đặc biệt để đảm bảo an toàn trong các khu vực có nguy cơ cháy nổ, sở hữu một cấu tạo phức tạp với nhiều bộ phận chất lượng cao. Đầu tiên, vỏ bọc của máy bơm được làm từ chất liệu thép không gỉ hoặc nhôm, đủ bền để chịu được áp lực và điều kiện làm việc khắc nghiệt.
Tiếp theo, động cơ của pump Atex được phủ lớp bảo vệ chống cháy, giúp giảm nguy cơ tia lửa điện gây cháy. Bên trong động cơ còn có các cảm biến nhiệt độ và áp suất, làm nhiệm vụ giám sát liên tục hoạt động và ngăn ngừa quá nhiệt hoặc quá tải. Hệ thống cánh quạt cũng được cấu thành từ vật liệu không sinh tia lửa, như nhựa cứng cao cấp, đảm bảo an toàn tối đa.
Phía bên trong, pump Atex còn có cơ chế làm kín chuyên biệt, giúp ngăn chặn rò rỉ và chống lại sự xâm nhập của các chất lỏng hoặc khí dễ cháy. Các vòng bi chịu nhiệt cao cũng là một phần quan trọng trong cấu tạo, giúp duy trì sự ổn định và hiệu suất của pump ngay cả khi làm việc liên tục.
Cuối cùng, bộ điều khiển tích hợp có khả năng chống cháy nổ, cho phép kiểm soát chính xác các thông số vận hành mà không gây nguy hiểm. Những yếu tố này tạo nên một dòng pump không chỉ hiệu quả mà còn vượt trội về mặt an toàn trong các môi trường khắc nghiệt và tiềm ẩn nhiều rủi ro.
Đặc điểm của Pump Atex
Pump Atex là một loại bơm công nghiệp đặc biệt được thiết kế để hoạt động an toàn trong môi trường dễ cháy nổ. Điểm nổi bật của Pump Atex chính là khả năng chống cháy nổ nhờ vào các tiêu chuẩn nghiêm ngặt được áp dụng trong quá trình chế tạo. Với vỏ bọc chắc chắn và các bộ phận điện tử được bảo vệ kỹ càng, Pump Atex đảm bảo an toàn tối đa khi vận hành trong các khu vực yêu cầu chống cháy nổ. Bên cạnh đó, bơm còn có khả năng hoạt động ổn định và duy trì hiệu suất cao, đáp ứng được nhu cầu của các ngành công nghiệp dầu khí, hóa chất và khai thác mỏ.

Nhờ vào việc sử dụng vật liệu chất lượng cao như thép không gỉ và hợp kim đặc biệt, Pump Atex có độ bền vượt trội và khả năng chống ăn mòn tốt, kéo dài tuổi thọ và giảm thiểu sự cố bảo trì. Thiết kế nhỏ gọn và linh hoạt giúp bơm dễ dàng lắp đặt và vận chuyển trong những không gian hạn chế hay môi trường làm việc khắc nghiệt. Hơn nữa, Pump Atex còn được tích hợp hệ thống điều khiển thông minh, cho phép người dùng theo dõi và điều chỉnh hoạt động từ xa, nâng cao hiệu quả sử dụng. Đặc biệt, việc tuân thủ các tiêu chuẩn về an toàn của Châu Âu (ATEX) chính là điểm cộng lớn, đảm bảo chất lượng và tin cậy cho người sử dụng.
Ưu điểm nổi bật của Pump Atex
Pump Atex được biết đến với những ưu điểm vượt trội, giúp nó trở thành lựa chọn hàng đầu trong lĩnh vực công nghiệp. Trước tiên phải kể đến khả năng chống cháy nổ của Pump Atex nhờ tuân thủ nghiêm ngặt các tiêu chuẩn ATEX, đảm bảo hoạt động an toàn trong những môi trường nguy hiểm, dễ cháy nổ, như các nhà máy hóa chất và khu công nghiệp dầu khí.
Thêm vào đó, Pump Atex có độ bền cơ học cao. Vật liệu chế tạo từ inox hoặc hợp kim chắc chắn cho phép nó hoạt động bền bỉ trong điều kiện áp suất và nhiệt độ khắc nghiệt, giảm thiểu tối đa chi phí bảo trì và sửa chữa. Pump Atex cũng nổi bật với hiệu suất bơm tối ưu, tiết kiệm năng lượng nhờ thiết kế cánh quạt tiên tiến, giúp tối ưu hóa lưu lượng và áp suất bơm.
Một điểm mạnh không thể bỏ qua là tính linh hoạt trong lắp đặt và vận hành. Pump Atex có thể được cài đặt theo các cấu hình khác nhau tùy thuộc vào yêu cầu cụ thể của hệ thống, đồng thời hỗ trợ nhiều loại chất lỏng khác nhau, từ nước sạch đến các dung dịch hóa học phức tạp. Với những ưu điểm này, Pump Atex thực sự là một giải pháp hoàn hảo cho nhiều ứng dụng công nghiệp, đảm bảo an toàn và hiệu quả vận hành.
Ứng dụng trong thực tế của Pump Atex
Pump Atex, một loại bơm đặc biệt được thiết kế để hoạt động trong môi trường nguy hiểm, đã và đang được ứng dụng rộng rãi trong nhiều ngành công nghiệp. Các ngành công nghiệp hóa chất và dầu khí là điển hình cho việc sử dụng Pump Atex, nhờ khả năng bơm an toàn trong điều kiện dễ gây cháy nổ. Tính năng chống cháy nổ của Pump Atex phù hợp để vận chuyển các hóa chất dễ cháy và nguy hiểm, từ đó giảm thiểu rủi ro về tai nạn và thiệt hại về tài sản.
Trong ngành thực phẩm và đồ uống, Pump Atex cũng được tin dùng để xử lý các loại chất lỏng có độ nhớt cao hoặc có nguy cơ phát sinh bọt khí. Ngoài ra, trong lĩnh vực xử lý nước thải, việc sử dụng Pump Atex giúp đảm bảo an toàn và hiệu quả, đặc biệt khi xử lý các chất thải công nghiệp có nguy cơ cháy. Nhiều nhà máy xử lý hóa chất, phân bón, và dược phẩm lựa chọn Pump Atex để cải thiện độ an toàn và hiệu quả hoạt động nhờ đặc tính chống tĩnh điện và độ bền cao.
Không dừng lại ở đó, trong ngành khai khoáng, Pump Atex được áp dụng để bơm các hợp chất dễ bay hơi, đảm bảo quy trình khai thác diễn ra an toàn và không bị gián đoạn do các sự cố phát sinh từ môi trường nguy hiểm. Ứng dụng đa dạng của Pump Atex chính là một trong những yếu tố giúp loại bơm này trở thành sự lựa chọn hàng đầu cho nhiều doanh nghiệp trong môi trường công nghiệp đặc thù.

Nếu bạn đang có nhu cầu tìm hiểu về Pump Atex là gì hoặc cần tư vấn về các sản phẩm liên quan đến hệ thống máy bơm nước inox vi sinh, vui lòng liên hệ với chúng tôi để biết thêm chi tiết nhé! Chúng tôi cam kết cung cấp những sản phẩm chất lượng và dịch vụ tốt nhất để đáp ứng mọi nhu cầu của bạn.
Những lưu ý khi sử dụng Pump Atex
Khi sử dụng Pump Atex, đặc biệt trong môi trường công nghiệp đòi hỏi độ an toàn cao, cần lưu ý một số điểm sau để đảm bảo hiệu quả và an toàn. Trước hết, việc kiểm tra định kỳ là rất cần thiết để phát hiện các dấu hiệu bất thường kịp thời, từ đó có phương án khắc phục. Hơn nữa, việc huấn luyện nhân viên vận hành đúng quy trình cũng là yếu tố quan trọng nhằm hạn chế rủi ro phát sinh từ việc sử dụng sai cách.
Thiết lập và duy trì quy trình bảo dưỡng định kỳ giúp đảm bảo thiết bị luôn hoạt động ổn định, đồng thời gia tăng tuổi thọ của pump. Đặc biệt, cần chú ý đến việc sử dụng vật liệu phù hợp khi tiếp xúc với các hóa chất nguy hiểm, đảm bảo rằng các thành phần của Pump Atex đáp ứng các tiêu chuẩn an toàn của khu vực sử dụng.
Ngoài ra, cần đảm bảo rằng môi trường xung quanh thiết bị không chứa các yếu tố có thể gây nổ, như bụi hoặc khí dễ bắt lửa, phù hợp với tiêu chuẩn Atex. Việc lắp đặt hệ thống thông gió tốt trong khu vực sử dụng cũng giúp giảm thiểu nguy cơ cháy nổ. Khả năng tương thích với hệ thống tự động hóa của nhà máy cũng nên được xem xét để tối ưu hóa hoạt động của thiết bị.
Cuối cùng, việc cập nhật các chứng nhận và quy định mới nhất liên quan đến an toàn phòng chống cháy nổ là rất quan trọng để bảo vệ an toàn cho cả thiết bị và nhân viên. Việc chủ động này không chỉ giúp tuân thủ pháp luật mà còn góp phần giảm thiểu tối đa rủi ro trong quá trình vận hành.
Rất mong các bạn quan tâm và theo dõi tank.vn để cập nhật thông tin mới nhất về Pump Atex.



Bài viết liên quan

Động cơ 3 pha 220V
Động cơ 3 pha 220V đang ngày càng trở thành lựa chọn tối ưu cho nhiều ứng dụng công nghiệp và dân ...
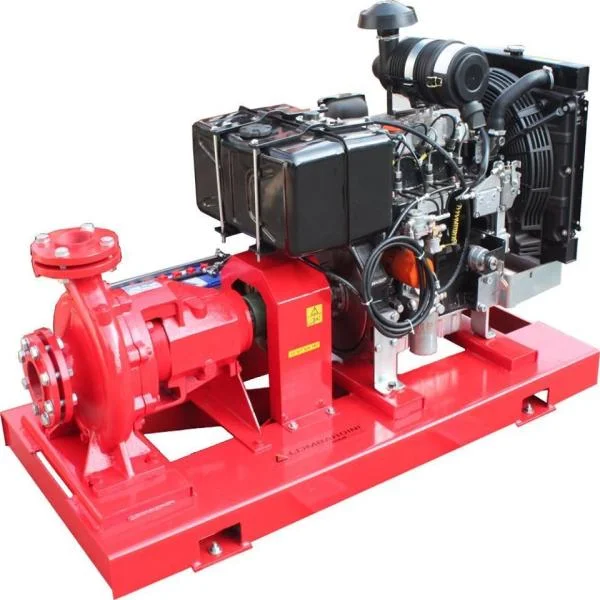
Máy bơm Diesel Windy
Máy bơm Diesel Windy là giải pháp tối ưu cho những ai đang tìm kiếm sự kết hợp giữa hiệu suất mạnh ...

Bơm thùng phi
Bơm thùng phi là thiết bị không thể thiếu trong nhiều ngành công nghiệp hiện nay, từ sản xuất hoá ...

Wilo
Wilo đã khẳng định vị thế dẫn đầu trong ngành công nghiệp cơ khí với chất lượng vượt trội và thiết ...

Bơm tạo áp lực
Bơm tạo áp lực là thiết bị không thể thiếu trong nhiều ngành công nghiệp hiện đại, từ cấp nước, xử ...

Bơm Daphovina 3HP
Bơm Daphovina 3HP là giải pháp lý tưởng cho nhu cầu cấp nước và tưới tiêu, được thiết kế tối ưu nhằm ...