Pump Lobe
Pump Lobe là một thành phần quan trọng trong hệ thống bơm công nghiệp, đóng vai trò then chốt trong việc đảm bảo hiệu suất và độ tin cậy của quá trình bơm chất lỏng. Với thiết kế độc đáo, Máy Bơm Lobe không chỉ tối ưu hóa dòng chảy mà còn giảm thiểu tổn thất áp suất, góp phần tiết kiệm năng lượng và kéo dài tuổi thọ thiết bị. Bài viết này sẽ giúp bạn khám phá những đặc điểm nổi bật và ứng dụng thực tiễn của Máy Bơm Lobe trong các ngành công nghiệp hiện đại.
Tìm hiểu về Pump Lobe
Pump Lobe là gì ?
Pump Lobe là một loại bơm chuyển động tích cực, được thiết kế đặc biệt để vận chuyển các chất lỏng có độ nhớt cao hoặc chứa các hạt rắn mà không gây ra hư hại cho sản phẩm.
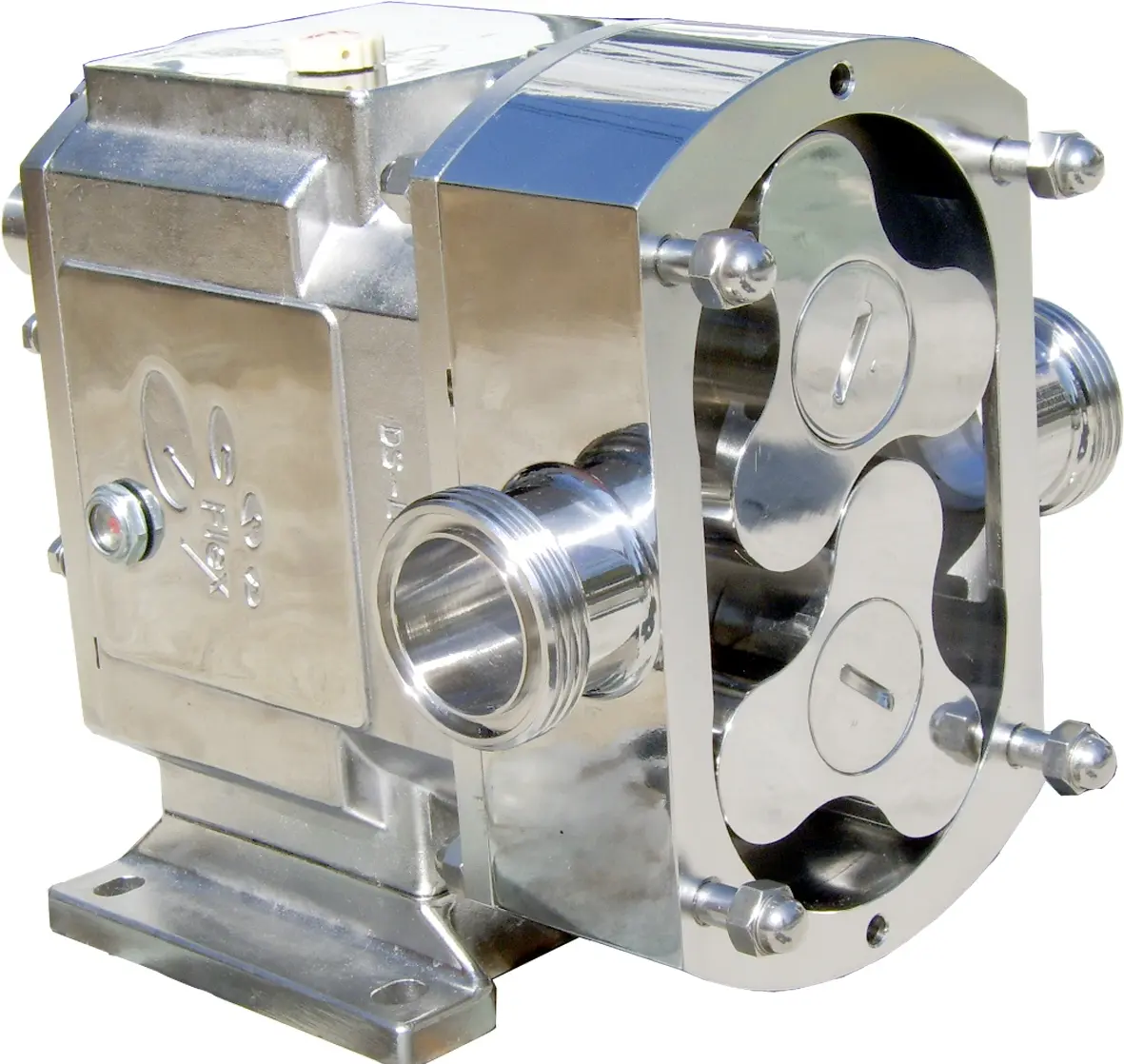
Cơ chế hoạt động của Máy Bơm Lobe dựa vào hai rotor hình lobe quay ngược chiều nhau trong một buồng bơm.
Khi các rotor xoay, các khoang chứa chất lỏng di chuyển từ phía đầu vào sang đầu ra, đảm bảo dòng chảy liên tục và êm dịu.
Đặc điểm nổi bật của Máy Bơm Lobe bao gồm khả năng hoạt động với hiệu suất cao và độ bền vượt trội.
Với thiết kế không tiếp xúc giữa các phần quay, bơm đảm bảo giảm thiểu tối đa sự mài mòn và tổn hại đến sản phẩm bơm.
Điều này đặc biệt quan trọng trong ngành công nghiệp thực phẩm, dược phẩm và hóa mỹ phẩm, nơi cần duy trì độ sạch sẽ và chất lượng của sản phẩm.
Ngoài ra, Máy Bơm Lobe còn có khả năng tự mồi tốt và hoạt động với độ ồn thấp, giúp nâng cao hiệu quả vận hành mà không là ảnh hưởng đến môi trường làm việc xung quanh.
Tính linh hoạt trong việc xử lý nhiều loại chất lỏng khác nhau cũng là một ưu điểm giúp loại bơm này trở thành lựa chọn ưu tiên trong nhiều ứng dụng công nghiệp hiện đại.
Cấu tạo của Pump Lobe
Cấu tạo của Máy Bơm Lobe bao gồm nhiều thành phần quan trọng, giúp thiết bị này hoạt động hiệu quả trong các hệ thống bơm công nghiệp.
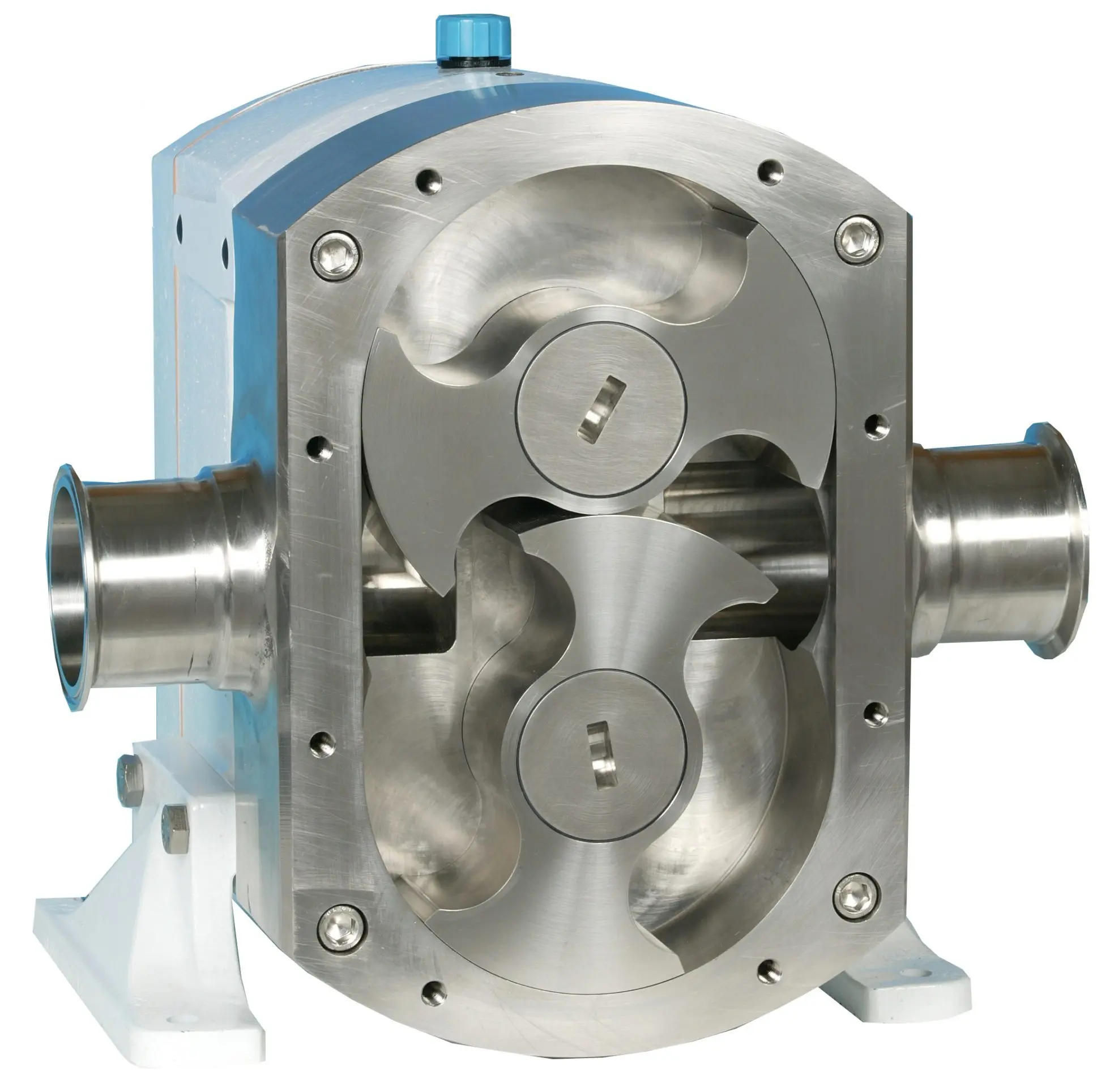
Thành phần đầu tiên cần nhắc đến là cặp trục lobe, được làm từ thép không gỉ, thường có các dạng như hình sao hoặc hình cánh, giúp tối ưu hóa việc vận chuyển chất lỏng có độ nhớt cao.
Mỗi trục thường quay ngược chiều nhau, tạo ra không gian hút và đẩy, đảm bảo áp lực trong quá trình bơm.
Ngoài ra, máy còn được trang bị vỏ bọc chắc chắn, bảo vệ các bộ phận bên trong khỏi những tác động từ môi trường bên ngoài.
Vỏ bọc này cũng làm từ vật liệu chống ăn mòn, đảm bảo tuổi thọ cao cho thiết bị.
Bộ phận đệm kín là một phần không thể thiếu, giúp ngăn chặn sự rò rỉ và bảo vệ trục lobe khỏi các chất lỏng xâm nhập.
Tất cả các thành phần của Máy Bơm Lobe đều được gia công cẩn thận để đảm bảo vận hành êm ái, giảm thiểu ma sát và tiếng ồn, đồng thời tăng cường hiệu suất năng lượng.
Cấu trúc tối ưu này kết hợp với khả năng tự động điều chỉnh giúp Máy Bơm Lobe trở thành lựa chọn hàng đầu trong các ngành công nghiệp như thực phẩm, hóa chất và dược phẩm.
Đặc điểm của Pump Lobe
Máy Bơm Lobe là một loại bơm có đặc điểm nổi bật nhờ hiệu suất cao và khả năng xử lý nhiều loại chất lỏng khác nhau, từ mỏng đến đặc.
Đặc điểm quan trọng nhất của bơm này là khả năng vận chuyển những chất lỏng nhạy cảm mà không gây hư hại nhờ vào chuyển động quay đồng bộ của hai rotor lobe không tiếp xúc.
Thiết kế này giúp ngăn chặn sự nhiễm khuẩn và đảm bảo tính toàn vẹn của sản phẩm.
Một ưu điểm lớn của Máy Bơm Lobe là khả năng tự mồi, khiến chúng lý tưởng cho các ứng dụng trong ngành thực phẩm, dược phẩm và mỹ phẩm, nơi vệ sinh và sạch sẽ là yếu tố quan trọng.
Nhờ cấu trúc thiết kế chắc chắn và chất liệu bền bỉ thường là thép không gỉ, bơm có tuổi thọ cao và duy trì hiệu suất ổn định trong thời gian dài.
Khả năng đối phó với áp suất cao và khả năng điều chỉnh tốc độ linh hoạt cũng là những điểm cộng, giúp Máy Bơm Lobe dễ dàng thích ứng với nhiều yêu cầu vận hành khác nhau.
Một ưu thế đáng chú ý nữa là quy trình bảo trì đơn giản, các bộ phận của bơm có thể dễ dàng tháo rời, làm sạch và lắp đặt lại mà không cần thiết bị đặc biệt.
Điều này không chỉ giảm thời gian ngừng hoạt động mà còn tối ưu hóa chi phí bảo dưỡng.
Với tính năng và hiệu suất được tối ưu như vậy, Máy Bơm Lobe trở thành sự lựa chọn hàng đầu cho các ứng dụng công nghiệp đòi hỏi chất lượng và hiệu quả cao.
Ưu điểm và nhược điểm của Pump Lobe
Ưu điểm của Pump Lobe
Máy Bơm Lobe, một lựa chọn phổ biến trong ngành công nghiệp, mang lại một loạt ưu điểm vượt trội.
Thiết kế của nó cho phép quá trình bơm diễn ra nhẹ nhàng và hiệu quả, đặc biệt là với các chất lỏng có độ nhớt cao, không gây ra hiện tượng tách lớp hay làm thay đổi tính chất vật lý của chúng.
Khả năng hoạt động ở tốc độ chậm giúp giảm thiểu sự phá hủy vật liệu, đồng thời tiết kiệm năng lượng, lý tưởng cho các ngành công nghiệp như thực phẩm, dược phẩm và hóa chất.
Máy Bơm Lobe tự hào về khả năng tự mồi hút mà không cần sử dụng van điều khiển phức tạp, giúp giảm chi phí bảo trì và sửa chữa.
Khả năng chịu áp suất cao và chống chịu mài mòn tốt làm cho loại bơm này trở nên đáng tin cậy trong các môi trường hoạt động khắt khe.
Hơn nữa, thiết kế không tiếp xúc của các cánh bơm giảm thiểu hao mòn và kéo dài tuổi thọ thiết bị.
Một lợi thế khác đáng chú ý là sự dễ dàng trong việc vệ sinh và bảo trì, nhờ vào khả năng tháo lắp nhanh chóng mà không cần nhiều công cụ đặc biệt. Điều này giúp giảm thời gian dừng máy và tăng hiệu suất sản xuất.
Nhìn chung, Máy Bơm Lobe đáp ứng được yêu cầu khắt khe của thị trường về hiệu năng và độ tin cậy, đồng thời đóng góp tích cực cho hoạt động sản xuất công nghiệp hiện đại.
Nhược điểm của Pump Lobe
Nhược điểm của Máy Bơm Lobe là một vấn đề cần được cân nhắc kỹ lưỡng khi lựa chọn thiết bị cho hệ thống xử lý chất lỏng.
Một trong những hạn chế đáng chú ý nhất là khả năng tiếp xúc gây mài mòn và hư hỏng bề mặt bơm theo thời gian.
Các bề mặt của roto có thể bị va đập vào nhau trong quá trình vận hành, đặc biệt khi có sự cố hoặc sai lệch về căn chỉnh, dẫn đến hao mòn nhanh chóng.
Điều này ảnh hưởng không nhỏ đến tuổi thọ và hiệu suất hoạt động của bơm.
Độ sắc nét của các góc bên trong bơm Lobe cũng có thể khiến cho việc vệ sinh trở nên phức tạp hơn, đặc biệt là trong các ứng dụng đòi hỏi tiêu chuẩn vệ sinh cao như trong công nghiệp thực phẩm và dược phẩm.
Ngoài ra, việc xử lý dòng chảy không đều và rung động trong quá trình vận hành có thể gây ra tiếng ồn, ảnh hưởng đến môi trường làm việc xung quanh.
Mặc dù bơm Lobe có khả năng xử lý nhiều loại chất lỏng khác nhau, nhưng khi áp suất cao yêu cầu, khả năng và hiệu suất của bơm có thể bị hạn chế so với các loại bơm khác.
Bên cạnh đó, chi phí ban đầu và chi phí bảo dưỡng định kỳ cũng là một yếu tố cần quan tâm, do đòi hỏi sự đầu tư vào phụ tùng thay thế và bảo dưỡng chuyên môn để duy trì hoạt động ổn định.
Vì lý do đó, việc lựa chọn Máy Bơm Lobe cần được xem xét kỹ lưỡng trong bối cảnh yêu cầu cụ thể của hệ thống.
Ứng dụng trong các lĩnh vực của Pump Lobe
Máy Bơm Lobe, hay còn gọi là bơm cánh gạt, là một công nghệ bơm có nhiều ứng dụng trọng yếu trong các ngành công nghiệp khác nhau nhờ vào khả năng vận chuyển chất lỏng có độ nhớt cao mà không gây thiệt hại cho cấu trúc của chúng.
Trong ngành thực phẩm và đồ uống, Máy Bơm Lobe được sử dụng rộng rãi để xử lý các sản phẩm như bột nhão, siro, và mật ong, đảm bảo tiêu chuẩn vệ sinh cao và giảm thiểu nguy cơ ô nhiễm. Điều này rất quan trọng để duy trì chất lượng và hương vị của sản phẩm.
Trong lĩnh vực dược phẩm và mỹ phẩm, Máy Bơm Lobe đáp ứng nhu cầu vận chuyển các thành phần như kem, gel và dung dịch một cách nhẹ nhàng.
Khả năng cụ thể của loại bơm này cho phép giữ vững đặc tính và độ ổn định của sản phẩm, một yếu tố quan trọng trong quy trình sản xuất.
Ngoài ra, Máy Bơm Lobe cũng được sử dụng rộng rãi trong ngành xử lý nước và hóa chất nhờ khả năng chuyên biệt trong việc vận chuyển hóa chất mạnh, dung môi và các chất lỏng có độ ăn mòn cao.
Điều này giúp duy trì hiệu suất xử lý và kéo dài tuổi thọ của hệ thống máy móc.
Điểm đặc biệt của Máy Bơm Lobe nằm ở việc hạn chế tạo bọt và cắt sản phẩm, một yếu tố quan trọng trong quá trình sản xuất và chế biến.
Những ứng dụng đa dạng của Máy Bơm Lobe trong các ngành công nghiệp đã khẳng định vai trò không thể thiếu của nó trong các quy trình sản xuất hiện đại.
Một số lưu ý khi sử dụng Pump Lobe
Máy Bơm Lobe là một loại bơm chuyển vị tích cực có hiệu suất cao trong việc xử lý các chất lỏng có độ nhớt khác nhau.
Tuy nhiên, để đảm bảo hoạt động ổn định và tuổi thọ kéo dài của thiết bị, cần chú ý một số điểm quan trọng.
Trước hết, việc lắp đặt phải được thực hiện theo hướng dẫn của nhà sản xuất, đảm bảo các tiêu chuẩn về áp suất và nhiệt độ để tránh hiện tượng quá tải hay hỏng hóc.
Hơn nữa, cần chú ý đến việc bảo dưỡng định kỳ. Kiểm tra và thay thế các bộ phận như phốt, vòng bi, và bánh quay thường xuyên để đảm bảo thiết bị hoạt động một cách tối ưu.
Đặc biệt, vệ sinh thiết bị sau mỗi lần sử dụng giúp tránh hiện tượng tắc nghẽn, đảm bảo bơm hoạt động hiệu quả và an toàn.
Cuối cùng là việc lựa chọn vật liệu phù hợp cho bơm để tương thích với loại chất lỏng được sử dụng.
Kim loại hoặc hợp kim không rỉ thường là lựa chọn tối ưu cho những môi trường đòi hỏi sự bền bỉ và yêu cầu vệ sinh cao.
Rất mong các bạn quan tâm và theo dõi tank.vn để cập nhật thông tin mới nhất về Pump Lobe.



Bài viết liên quan

Boost Pump
Boost Pump , một trong những thành phần quan trọng trong hệ thống cung cấp nhiên liệu, đóng vai trò ...

Adelino Pumps
Adelino Pumps tự hào là thương hiệu hàng đầu trong lĩnh vực bơm công nghiệp, mang đến những giải ...

Máy bơm tăng áp nước nóng năng lượng mặt trời
Máy bơm tăng áp nước nóng năng lượng mặt trời đang trở thành giải pháp tiên tiến, giúp nâng cao hiệu ...

Máy Bơm đầu nổ
Máy bơm đầu nổ là một giải pháp tối ưu cho những nhu cầu bơm nước ở những khu vực không có nguồn ...

Elektrim Motor
Elektrim Motor , biểu tượng của sự bền bỉ và hiệu suất cao trong ngành công nghiệp động cơ điện, đã ...

Máy sản xuất nước đóng chai
Máy sản xuất nước đóng chai đã trở thành một công nghệ không thể thiếu trong ngành công nghiệp thực ...